

在陶瓷、石材与复合板材等硬脆材料加工中,高精度钎焊金刚石锯片的“变钝、崩边、发热、冒烟、走偏”常被归因于锯片本身。但大量现场案例显示:不规范安装、冷却不足、负载过大与清洁不到位才是寿命缩短的主因。对企业而言,维护做对了,不只是延长使用寿命,更直接影响良品率、能耗和停机时间。
引言框|行业常见统计口径中,锯片相关的非计划停机里,约30%–45%与“冷却/清洁不足导致的热损伤与排屑不畅”有关;而因“安装偏摆与夹紧不当”引发的异常磨损约占15%–25%。这意味着:维护策略的ROI往往高于频繁换新。
高精度钎焊金刚石锯片对装夹同心度与端面跳动非常敏感。安装误差会让局部刀头承担过高负载,形成“单侧磨损—温升—微裂纹—掉砂/崩刃”的链式反应,最终表现为切割速度下降与切口质量不稳定。
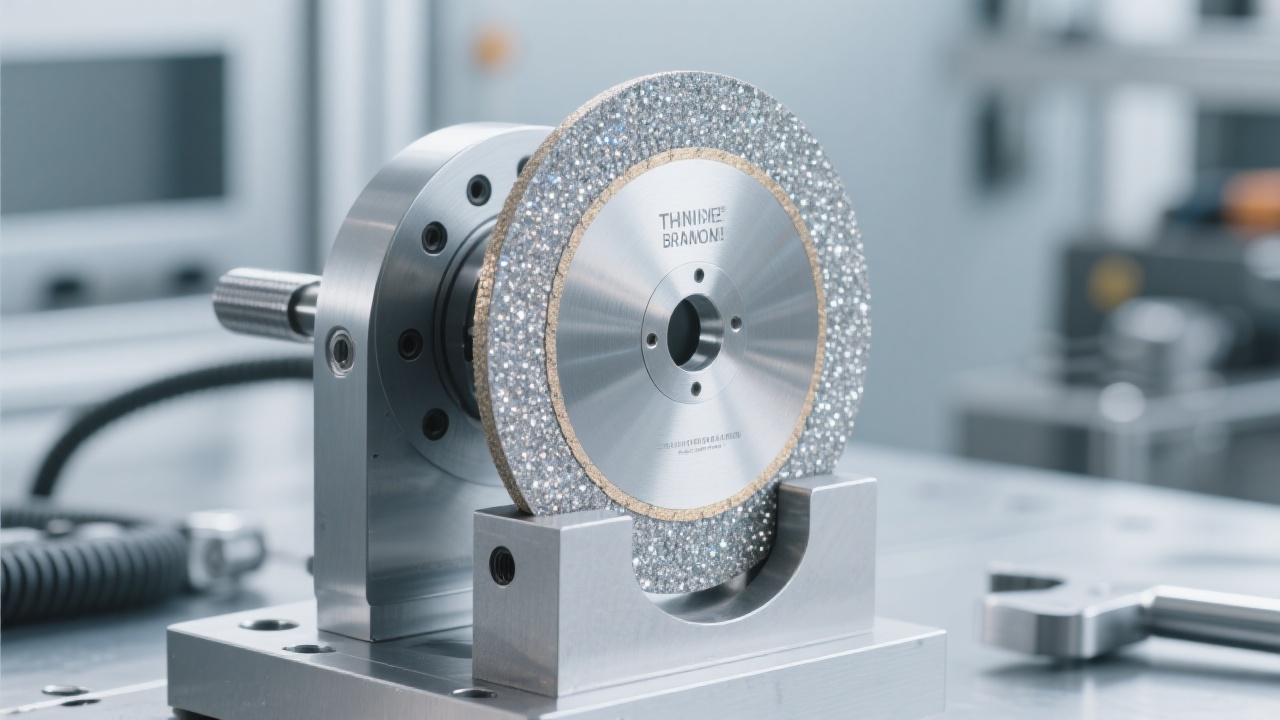
经验分享:不少一线师傅遇到“新片也切不快”,第一步不是加压,而是把法兰拆下来清一遍。粉尘夹在法兰与锯片之间,会让跳动在高速下被放大,磨损呈指数化加剧。
钎焊金刚石锯片的切削效率很大程度上取决于:刀头表面是否被釉质、树脂、细粉“抛光式覆盖”。覆盖层会让有效磨粒参与减少,导致操作者误判为“锯片变钝”,进而加压、升温、热裂纹增加,形成恶性循环。
| 场景 | 典型症状 | 清洁/修整动作 | 建议频率 |
|---|---|---|---|
| 陶瓷/釉面砖 | 切口崩边变多、发热、速度变慢 | 用修整砖/磨刀石轻切数次,去除覆盖层 | 每班1次或出现症状即做 |
| 石材/混凝土类 | 排屑不畅、锯缝发黑、有焦味 | 清理护罩与集尘通道,检查喷嘴堵塞 | 每班检查,至少每周深清 |
| 复合板/含胶材料 | 粘屑、冒烟、刀头表面发亮 | 停机降温后擦拭粘附物,必要时低负载开刃 | 按粘附程度动态调整 |
需要强调的是:清理不是“越频繁越好”,而是在覆盖层形成之前或刚形成时及时处理。过度强力清洁(硬刮、猛敲)反而可能损伤刀头与基体连接区。
高温会带来两类典型风险:一是基体与刀头热应力循环导致微裂纹扩展;二是切屑烧结与粘附加重,进一步阻塞排屑与冷却路径。现场经验普遍认为,冷却条件优化后,锯片寿命提升20%–60%并不罕见,尤其在长时间连续切割工况下更明显。
现场小技巧:当操作者需要不断“加压才能切得动”,先检查冷却喷嘴是否偏移或堵塞。很多“锯片变钝”的表象,实质是温升让切屑粘附、排屑变差,刀头在“磨粉”而非“切削”。
钎焊金刚石锯片的高效率来自稳定的单位磨粒切削负荷。当进给过快或切深过大,刀头承受冲击载荷,容易出现崩刃与掉砂;当进给过慢,又会形成抛光与发热,导致“越切越慢”。科学负载管理的目标是:让锯片始终工作在稳定切削区间。

对规模化加工企业,建议把进给、切深、冷却与材料批次做成“参数卡”,让新手也能快速靠近稳定区间。经验数据显示,参数标准化可将“因操作差异导致的锯片寿命波动”降低约15%–30%。
维护的价值并不止于“多用几天”。在很多陶瓷切割与深加工工厂里,锯片性能衰减会带来连锁成本:返工率上升、工位等待、能耗增加以及安全风险提升。更现实的是,锯片寿命的不稳定,会让生产节拍难以预测,计划排产被动。
因此,企业更需要的是一套可复制的维护机制:标准化安装、可量化的冷却与过滤、班组自查清单、异常快速定位。UHD在高精度钎焊金刚石锯片的应用建议中,通常会把材料类型、设备转速、切深与冷却条件作为同一套参数体系来协同优化,减少“靠手感”的不确定性,让寿命与效率更可控。
如果你使用的是钎焊金刚石锯片进行陶瓷/石材切割,并希望在不增加风险的前提下提升切割效率、降低非计划停机,可以直接获取更贴合现场的选型与维护要点。
获取 UHD 钎焊金刚石锯片应用与维护指南(含工况匹配建议)建议准备:材料名称/厚度、设备型号与转速、是否湿切、日均切割长度、当前异常现象(崩边/冒烟/走偏)。
.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)



.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)

















