




Étude sectorielle • Outils superabrasifs • Productivité de coupe à l’international
Évolution des disques diamant brasés : ce que la dernière génération change (vraiment) pour la performance de coupe
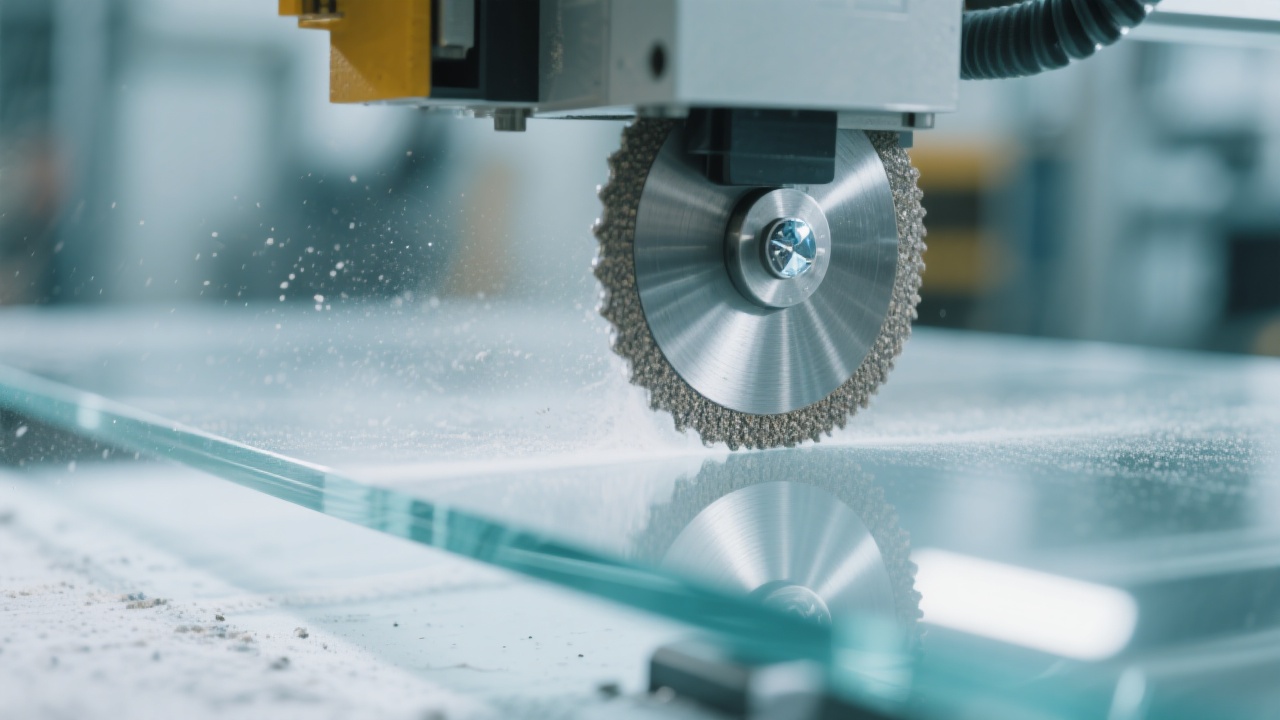
Dans les marchés B2B, la question n’est plus seulement « couper », mais couper vite, proprement, longtemps, en maîtrisant la chaleur, les vibrations et l’usure sur des matériaux de plus en plus durs (béton armé, granit, grès cérame). Les disques diamant brasés — longtemps considérés comme une niche — vivent une montée en gamme rapide portée par la science des matériaux et l’optimisation thermo‑mécanique.
Pourquoi c’est un sujet “efficacité”
Selon des retours terrain en construction et pierre, 35–55% du temps d’opération peut être absorbé par des ralentissements (reprise de coupe, refroidissement, changement d’outil) quand l’outil gère mal la chaleur et la vibration.
Signal marché
En 2024–2025, les distributeurs d’outillage et ateliers signalent une hausse de demande pour des solutions « high duty cycle » : coupe prolongée, moins de retouches, plus de stabilité.
Point technique clé
Le brasage moderne vise une chose : maximiser la rétention du diamant tout en contrôlant la dissipation thermique et les contraintes dynamiques.
1) Ce qui change dans le brasage diamant : des détails qui font la différence
Un disque diamant brasé performant n’est pas seulement une « couche de diamant fixée au métal ». Les progrès récents portent sur l’interface diamant‑alliage, la distribution des grains et la stabilité de la matrice sous contraintes thermiques. Dans la dernière génération de disques, la stratégie consiste à améliorer la tenue des grains et à limiter la micro‑fracturation à l’impact — une cause fréquente de perte de rendement en coupe sur matériaux denses.
Dans cette logique, UHD (UHD superhard materials tools) met en avant une approche d’industrialisation centrée sur trois leviers : sélection de diamant, procédé de brasage et architecture du corps de lame. Le modèle Ø400 mm est particulièrement intéressant car ce diamètre se situe souvent au point d’équilibre entre profondeur de coupe, inertie et exigences de refroidissement dans les chantiers et ateliers.

2) Matériaux : diamant, liant et acier… le trio qui dicte l’usure
Sur un disque diamant, le diamant est la « dent », mais c’est l’ensemble diamant + alliage de brasage + corps acier qui détermine le comportement réel : tenue à chaud, fatigue, résistance aux chocs et régularité de coupe.
2.1 Sélection du diamant : orientation et granulométrie utiles, pas théoriques
Les évolutions récentes misent sur une distribution plus homogène des grains et une granulométrie alignée avec l’usage final. En pratique, sur des matériaux comme le grès cérame ou certains bétons à granulats durs, une sélection adaptée peut réduire les pertes de grains précoces et améliorer la constance du trait.
2.2 Alliage de brasage : résistance thermique et mouillabilité
Le brasage moderne cherche un équilibre entre mouillabilité (capacité à enrober et ancrer le diamant) et résistance thermique (ne pas perdre ses propriétés mécaniques quand la zone de coupe monte en température). Sur une coupe « sèche » ou intermittente, une meilleure tenue à chaud se traduit souvent par moins de glaçage et plus de rendement effectif.
2.3 Corps acier : stabilité, planéité, fatigue
Le corps de lame est souvent sous‑estimé. Or, une rigidité mal calibrée amplifie les vibrations, dégrade la précision et accélère l’usure. Sur des diamètres autour de 400 mm, les fabricants qui travaillent la planéité, les tensions internes et la géométrie gagnent en stabilité — donc en qualité de coupe et en durée de vie.
3) Ingénierie de structure : vibration et chaleur, les deux « voleurs » de productivité
Dans l’industrie de la coupe, les pertes les plus coûteuses viennent rarement d’un seul facteur. La vibration réduit la précision, augmente le bruit, fatigue l’opérateur et crée des micro‑chocs qui fragilisent l’ancrage du diamant. La chaleur, elle, attaque l’alliage, déforme légèrement la lame et accélère l’abrasion. Les dernières optimisations structurelles ciblent ces deux ennemis.
3.1 Suppression des vibrations : stabilité dynamique en conditions réelles
Les solutions anti‑vibration combinent généralement la géométrie (découpes, fentes, zones de compensation) et une meilleure maîtrise de la rigidité. Dans les ateliers pierre, on observe souvent qu’une lame plus stable permet de maintenir une avance plus régulière, ce qui peut générer un gain de productivité de l’ordre de 10–25% selon la dureté du matériau et la machine.
3.2 Dissipation thermique : rainures, circulation d’air et gestion du point chaud
La chaleur n’est pas seulement un risque de brûlure : elle modifie la micro‑mécanique du couple diamant‑alliage. Une optimisation de la dissipation (ventilation, architecture, chemins de refroidissement) peut réduire la température de la zone de coupe de 60–120°C dans certains scénarios de coupe à sec ou semi‑sec, améliorant directement la tenue de l’outil et la qualité de finition.
| Paramètre opérationnel | Impact typique sur l’efficacité | Pourquoi c’est critique en B2B |
|---|---|---|
| Vibration (instabilité) | + usure, + éclats, avance réduite (jusqu’à 10–25%) | Taux de rebut, retouches, fatigue opérateur |
| Température zone de coupe | Perte d’ancrage du diamant, glaçage, baisse de rendement | Coût par coupe et interruptions de process |
| Rétention du diamant | Durée de vie accrue (souvent +15–40%) | Prévisibilité des consommables, planification |
| Évacuation des débris | Trait plus propre, moins de blocages, coupe plus rapide | Qualité, sécurité, cadence |
4) Applications : béton, pierre, céramique — une même promesse, trois réalités
Les acheteurs internationaux (distributeurs, entreprises de construction, ateliers de marbrerie, fabricants de céramique) posent souvent la même question : « Est‑ce que ça coupe plus vite ? ». La bonne question est : dans quel matériau, avec quelle machine, et avec quelle exigence de finition.
4.1 Coupe du béton : efficacité = stabilité + gestion du ferraillage
Sur béton, la performance s’évalue à la fois sur la vitesse de pénétration et la résistance aux conditions abrasives. En coupe chantier, des outils mieux refroidis et plus stables peuvent réduire les arrêts de sécurité (refroidissement, repositionnement), ce qui améliore la productivité globale, au‑delà de la seule vitesse instantanée.
4.2 Pierre (granit, pierre frittée) : limiter l’éclatement, préserver l’arête
En atelier, l’éclatement en sortie, la qualité d’arête et la répétabilité comptent autant que la cadence. Les améliorations anti‑vibration et la meilleure rétention du diamant contribuent à un trait plus régulier. Résultat souvent observé : moins de reprises au polissage et une meilleure cohérence entre opérateurs.

4.3 Céramique (carrelage, grès cérame) : la coupe propre est un KPI
En céramique, la qualité perçue est immédiate : micro‑éclats, éclats visibles, irrégularité du trait. Une lame plus stable et mieux refroidie aide à maintenir une coupe nette sur des séries longues. Les utilisateurs professionnels rapportent fréquemment que la réduction des rebuts (même de 2–5%) a un effet direct sur la marge, surtout sur les formats grands carreaux.
5) Cas d’usage (terrain) : ce que les équipes regardent avant d’adopter
Dans les processus d’achat B2B, la décision se prend rarement sur une seule démonstration. Les équipes comparent des indicateurs simples, mais très parlants :
- Cadence stable sur 30–60 minutes (pas seulement sur 2 minutes).
- Échauffement et odeur de surchauffe : signe d’un point chaud.
- Qualité de coupe : éclats, brûlure, rectitude du trait.
- Consommation : durée de vie et régularité d’usure.
- Compatibilité machine : rigidité, diamètre, vitesse de rotation, arrosage.
6) Checklist rapide : bien spécifier un disque diamant brasé Ø400 mm
Pour éviter les erreurs de sélection (trop fréquentes dans les achats multi‑pays), la spécification doit rester opérationnelle. Voici une liste courte, utilisée par de nombreux importateurs et responsables d’atelier :
Matériau à couper
Béton, granit, pierre frittée, grès cérame… avec dureté et abrasivité.
Mode de coupe
À sec / à eau, coupe continue / intermittente, profondeur et rythme.
Machine & sécurité
Vitesse de rotation, puissance, flasques, sens de rotation, EPI.
KPI attendu
Cadence, finition, bruit/vibration, durée de vie, coût par coupe.
Besoin d’une recommandation technique (béton, pierre, céramique) sans perdre une semaine d’essais ?
Les équipes internationales comparent souvent plusieurs références avant de standardiser un consommable. UHD propose un appui pragmatique : définition d’application, suggestion de configuration (Ø400 mm, usage sec/eau, stabilité), et retour d’expérience selon matériau.
Réponse orientée application : matériau, machine, cadence, qualité de coupe visée.
À mesure que les chantiers et ateliers deviennent plus exigeants — et que les marchés export demandent des résultats plus prévisibles — l’évolution des disques diamant brasés se lit comme une course à la stabilité : ancrer mieux, vibrer moins, chauffer moins, et garder une coupe « utile » plus longtemps, là où la productivité se joue au quotidien.
.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)



.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)










