

Sur les chantiers, la décision ne se fait pas sur des promesses marketing, mais sur des métriques simples : longueur de coupe par minute, stabilité en charge, fréquence de remplacement, et régularité de finition. C’est précisément là que l’association acier au manganèse (base) + diamant brasé sous vide se distingue : une base qui encaisse les chocs comme une ossature, et une liaison diamant–métal de niveau « métallurgique » qui limite l’arrachement.
Les lames « standards » échouent rarement d’un seul coup : elles se dégradent. Sur inox et pierre, les symptômes reviennent toujours : micro-ébréchures en périphérie, échauffement, poussière mal maîtrisée, et surtout changement de lame trop fréquent qui casse le rythme du chantier.
Chiffrage terrain (repères courants) : sur découpe pierre (granit/terrazzo), une lame non optimisée peut perdre 20–35% de vitesse de coupe après 25–40 minutes de charge continue, et augmenter la consommation d’effort (pression opérateur) de 15–25%. En parallèle, les arrêts « lame/ajustement » dépassent facilement 8–12 min par poste, selon l’organisation.

L’acier au manganèse est apprécié pour sa capacité à absorber l’impact et à résister à l’usure dans des conditions où les variations de charge sont brutales : démarrage/arrêt, vibrations, passages sur zones hétérogènes, et micro-coincements. Sur une meuleuse ou une découpeuse, cette « élasticité contrôlée » fait une différence directe : la lame reste plus stable et transmet moins de chocs au bord diamanté.
Sur le plan mécanique, une base qui tient mieux la contrainte aide à limiter deux effets coûteux : (a) la déformation locale (voile) qui crée une coupe qui « tire », (b) les pics de température par frottement irrégulier. En pratique, des équipes observent souvent une réduction de 10–18% des vibrations ressenties (évaluations internes via mesures simples accéléromètre smartphone/outil), et une meilleure tenue de trajectoire sur coupes longues.
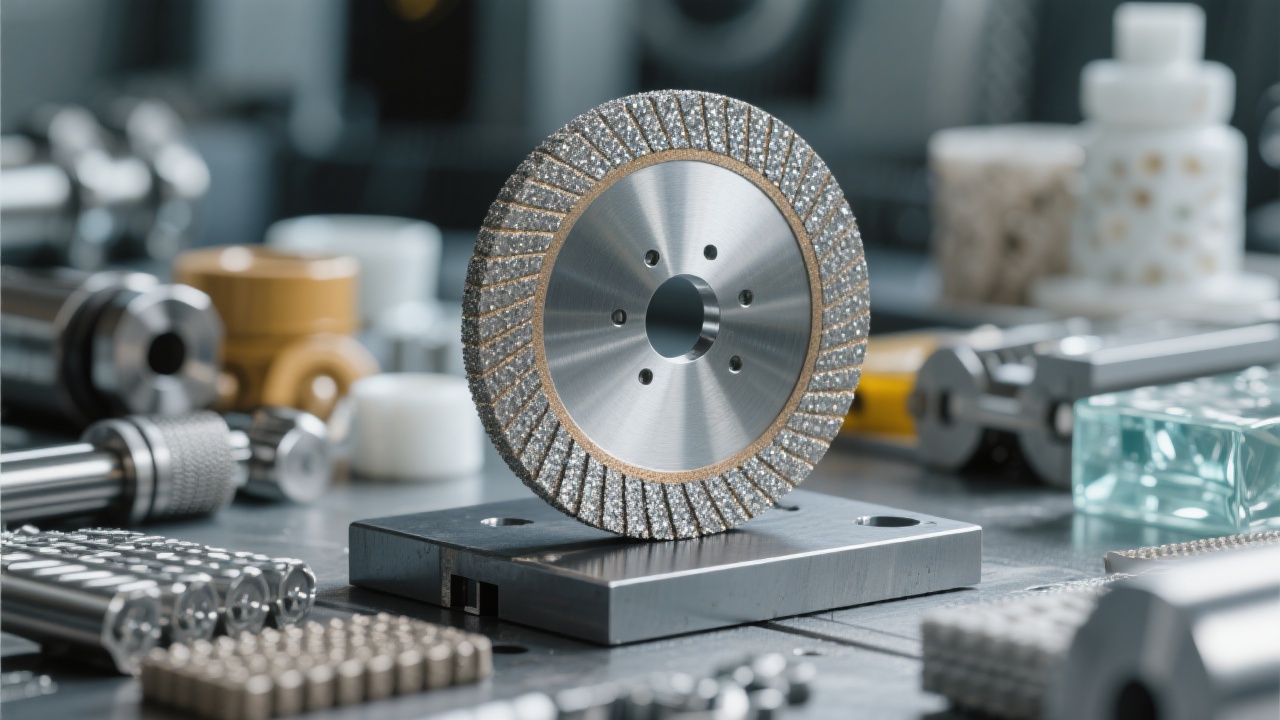
Schéma en 3 couches : « Charge & choc » → base acier au manganèse (absorption) → interface brasée sous vide (liaison) → diamants exposés (coupe). Ajouter un mini-encart « effets visibles » : moins de voile, moins d’arrachement, vitesse plus stable.
Le brasage sous vide vise une adhérence de type métallurgique entre la couche diamantée et la base, en limitant l’oxydation et en contrôlant la diffusion de l’alliage de brasage. Pour l’utilisateur, le bénéfice se résume à une chose : les diamants restent en place plus longtemps et travaillent de manière plus régulière, au lieu de s’arracher en paquets lors d’un pic de contrainte.
Dans des tests comparatifs de chantier (coupe à sec avec pauses thermiques, opérateur unique, mêmes matériaux), on voit généralement une amélioration de 25–45% de la longueur de coupe utile avant baisse nette de performance, par rapport à des solutions plus sensibles à l’arrachement sur matériaux durs. Sur inox, l’intérêt est surtout la stabilité : une coupe qui « mord » sans se mettre à glacer trop vite.
« Sur une semaine de reprises (seuils en pierre + sections inox), l’équipe a surtout noté une chose : moins d’arrêts pour “rattraper” la coupe. La lame restait prévisible. Même quand l’opérateur ralentissait volontairement en fin de trait, il n’y avait pas cette sensation de bord qui s’effrite. » — Chef d’équipe, rénovation tertiaire (retour terrain)

Les mêmes mots (« ça coupe mal », « ça chauffe ») recouvrent en réalité deux dynamiques très différentes selon le matériau. Une lame diamantée haute tenue est un levier, mais la méthode reste déterminante.
| Paramètre | Coupe INOX | Coupe PIERRE (granit/terrazzo) |
|---|---|---|
| Risque principal | Échauffement + glaçage de la zone de coupe | Choc + arrachement si charge irrégulière |
| Pression opérateur | Modérée, constante (éviter d’écraser) | Constante, éviter les “coups” en entrée |
| Rythme | Passes régulières, pauses thermiques si coupe à sec | Vitesse stable, guidage ferme, éviter les oscillations |
| Indicateur terrain | Couleur/odeur = signe d’excès de chaleur | Micro-éclats/trait irrégulier = charge trop variable |
| Repère de performance | Découpe stable, sans “patinage” en fin de trait | Trait propre, vitesse maintenue (m/min) plus longtemps |
Pour des marques orientées chantier comme UHD, l’enjeu est moins de « couper plus vite au départ » que de tenir la vitesse sans dégrader la sécurité et la finition. Une lame qui reste prévisible réduit les corrections de geste ; c’est souvent là que se gagne le coût total.
La poussière n’est pas qu’un sujet « propreté ». Elle est souvent le signal d’une coupe qui abrasionne plus qu’elle ne tranche. En pierre, une lame stable et bien réglée tend à produire une granulométrie plus cohérente et un trait plus net ; en inox, le contrôle de l’échauffement réduit les phénomènes de frottement prolongé.
Un graphique en barres « m/min à T0, T+15, T+30 » + une courbe « perte de vitesse (%) » pour inox et pierre. Ajouter un pictogramme « arrêts » (nombre) et « correction de trait » (minutes).
Sur chantier, la durée de vie utile n’est pas seulement liée au disque ; elle dépend d’un enchaînement. Une méthode simple consiste à suivre trois repères : vitesse (m/min), qualité de trait, température ressentie/odeur. Dès qu’un seul se dégrade, l’opérateur ajuste d’abord le geste (pression/angle), puis la séquence (pauses), avant de conclure à une fin de vie.
Quand une lame « acier au manganèse + brasage sous vide » est bien installée et réglée, la différence se joue sur les détails : pression, angle, pauses thermiques, contrôle de la stabilité. Pour aider les équipes à standardiser ces gestes, UHD met à disposition un document opérationnel prêt à imprimer.
Cliquez pour obtenir le PDF « Checklist d’installation & de réglage d’une lame diamantée brasée sous vide »Format : 1 page + points de contrôle sécurité + repères de vitesse (m/min) selon matériau.


.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)
.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)













